Machines
This is just example text. Click to edit and add your own content. This section design focuses primarily on text-content, which can be used to communicate information to your website viewers. You don't need any professional writing experience to create great text-content, all you need is an idea and a keyboard.
Blasting
Blast surface finishing of a product basically removes the surface rust or stains and then prepares it for secondary finishing; i.e. lacquering. The second effect of blast finishing a metal product is that the surface actually hardens through a “peening” process. Peening a metal changes the molecular structure so that surface tears are very difficult to start. Many manufactures use blast finishing to eliminate the age old hand practice of hammering a part to hardness. Blasting has many areas of application and is being done not only for removal of paint from storage tanks and boats but also for machine parts, medical equipment and brick cleaning.
ACA provides all types of blasting machines for centrifugal and air blasting processes. Whether steel shot or sand, we can recommend a process in any size.


Vibrating
ACA has a complete line of vibratory bowls and tubs. Volume (capacity) range from the small bench-laboratory models of .5 cubic feet to large 100 cubic feet continuous-feed systems both in bowl construction as well as in-line. Bowls can be batch, but the proven internal unload feature in production units is the direction to follow. In-line systems return the media back to the in-feed of the vibrator following parts/media separation. Parts then may continue through other thru-feed requirements of washing, rust proofing of drying.
There are many models in between these as described above. Capacities range in virtually any cubic feet volume. Your parts/day requirement assists the capacity selection. There are small, compact vibratory units that come on casters for portability and use 115 volts that are ideal for smaller machine shops. Fitting the need is most important to be cost efficient.



High Energy
High Energy finishing machines are found into two basic designs: centrifugal barrels and centrifugal discs. High energy is not measured in vibratory because we are referring to G-force rather than mass moving with mechanical energy. Vibratory design can increase the pressure in mass volume to finish faster, but high energy moves the parts through the mass with great energy: (G’s).
The size of the parts and the volumes to be finished help determine which is best for your operation.
Centrifugal barrel machines (C/B) are capped enclosures that are attached to a larger wheel spinning and the barrel is geared to run in a counter clockwise direction thereby creating mass under pressure which accelerates finishing cycles.
Centrifugal disc machines (C/D) are open bowls where the bottom of the container spins the mass against a stationary wall. This is great energy forcing the parts through the mass as the mass moves, The G-force here is not as great as the C/B but the ability to rapidly load and unload these units provides superior utility not available on a closed barrels.



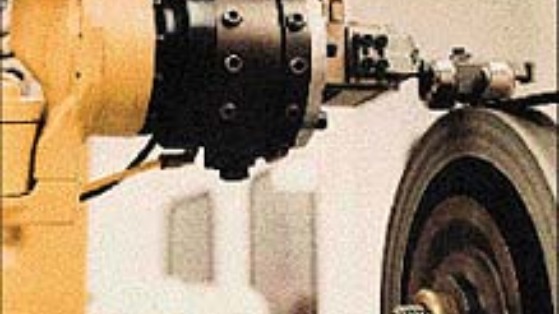
Robotic
Automated systems are state of the art; they recreate the best of hand and arm movements to replicate polishing as performed by man. They save tremendous money for they are employed 20+ hours daily; never drink coffee, never take a vacation or get sick days. Yes, they need regular P/M and spare parts. They require personnel with knowledge of polishing, capacity to perform P/M, and ability to adjust in operation. A skilled machine needs a skilled operator.
ACA represents several lines of robotics; both domestic and European. These units can polish, buff or the combination of these. We would welcome the opportunity to sit down and discuss your future needs.